
Las bombas de proceso químico multietapas horizontales ofrecen varias características y ventajas clave que las hacen adecuadas para diversas aplicaciones industriales:
Alta Presión y Capacidad de Flujo: Estas bombas están diseñadas para manejar altas presiones y entregar índices de flujo sustanciales, lo que las hace ideales para transferir grandes volúmenes de fluidos a largas distancias en procesos industriales.
Diseño de etapas múltiples: la configuración de etapas múltiples de la bomba involucra múltiples impulsores dispuestos en serie, cada uno de los cuales aumenta la presión del fluido a medida que pasa. Este diseño permite que la bomba genere presiones más altas que las bombas de una sola etapa, lo cual es crucial para muchos procesos químicos.
Uso eficiente de la energía: a pesar de su capacidad para generar altas presiones, estas bombas están diseñadas para la eficiencia energética, lo que garantiza un rendimiento óptimo y minimiza el consumo de energía y los costos operativos.
Resistencia a la corrosión: las bombas de proceso químico multietapas horizontales están construidas con materiales que ofrecen una excelente resistencia a la corrosión de los productos químicos agresivos y corrosivos que se encuentran comúnmente en las aplicaciones industriales. Esta resistencia a la corrosión asegura la longevidad y confiabilidad de la bomba.
Versatilidad: estas bombas son muy versátiles y pueden manejar una amplia gama de fluidos químicos, incluidas sustancias agresivas, volátiles y abrasivas. Encuentran aplicaciones en diversas industrias, como procesamiento químico, petroquímico, farmacéutico, tratamiento de agua y más.
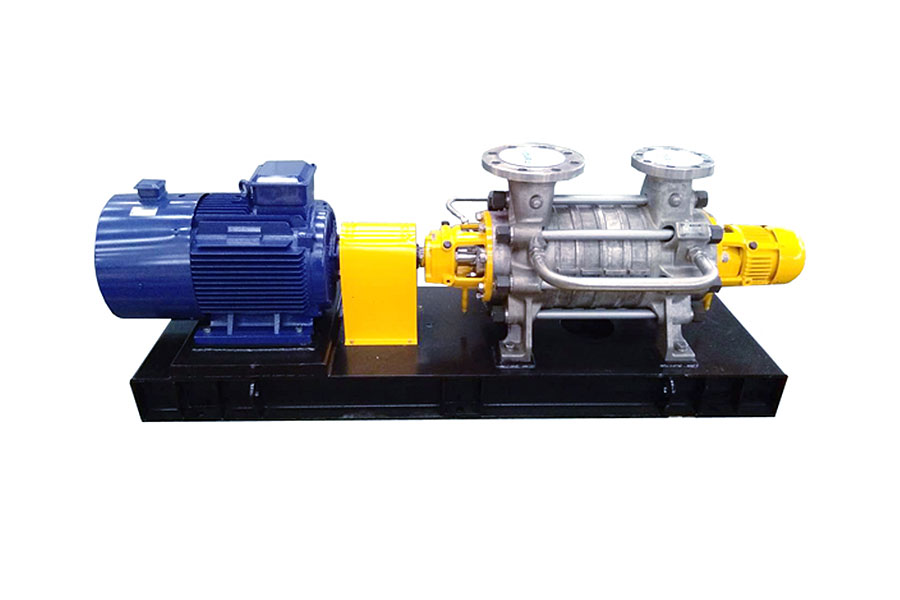
Diseño compacto: la orientación horizontal de la bomba, junto con su diseño compacto, permite una instalación más sencilla y ahorra un valioso espacio en el piso en entornos industriales.
Requisito de NPSH bajo: la altura de succión positiva neta (NPSH) es la presión mínima requerida en la entrada de la bomba para evitar la cavitación. Las bombas de proceso químico horizontales de etapas múltiples suelen tener requisitos bajos de NPSH, lo que reduce el riesgo de cavitación y garantiza un funcionamiento estable.
Operación Confiable: Con una construcción robusta e ingeniería de precisión, estas bombas ofrecen una operación confiable y continua, reduciendo el tiempo de inactividad y los costos de mantenimiento en los procesos industriales.
Fácil mantenimiento: los fabricantes a menudo diseñan estas bombas con características fáciles de usar, lo que hace que las tareas de mantenimiento, como el reemplazo del impulsor o el sello, sean sencillas, lo que reduce el tiempo de inactividad y garantiza que la bomba funcione de manera óptima.
Manejo seguro de fluidos peligrosos: Bombas de proceso químico multietapas horizontales están diseñados específicamente para cumplir con estrictos estándares de seguridad, lo que permite la manipulación y transferencia seguras de productos químicos peligrosos, lo cual es crucial en entornos industriales.
En general, la combinación de capacidad de alta presión, resistencia a la corrosión, eficiencia energética y versatilidad hace que las bombas de proceso químico horizontales de etapas múltiples sean una opción confiable y preferida para manejar fluidos químicos en diversas aplicaciones industriales.






")










 Hogar
Hogar
